
带行走压铸机
项目名称:带行走压铸机
联系电话:程工18611159956 赵工13146269433
关键词:热压成型机/ 压铸/ 压机 /带行走压铸机
一、项目简介
工艺目标:满足多段、一段大尺寸光纤面板坯板的熔压成型,确保光纤面板坯板的像畸变、光学性能和暗点等技术指标要求。 工作原理:将精密排列在模具的光学材料,在真空环境加热到合适的温度并进行保温处理后,由压机对模具均匀施加压力,将精密排列的复合纤维进行真空熔合,加热过程中确保各部分纤维的温度均匀一致。
二:设备参数
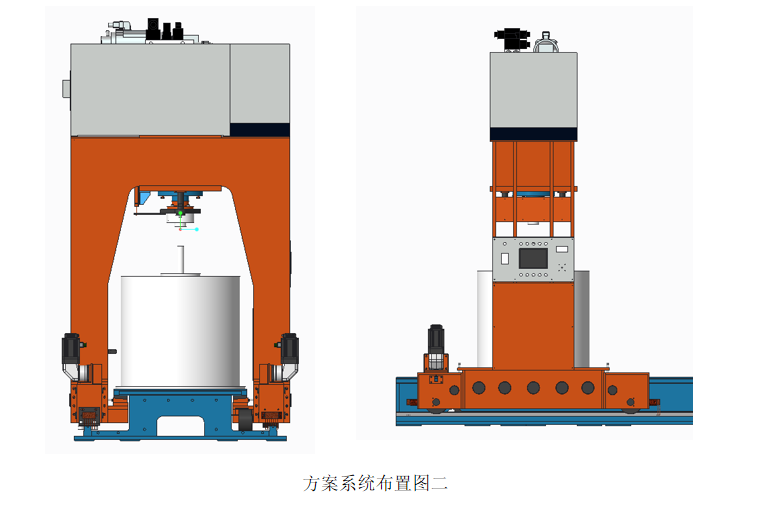
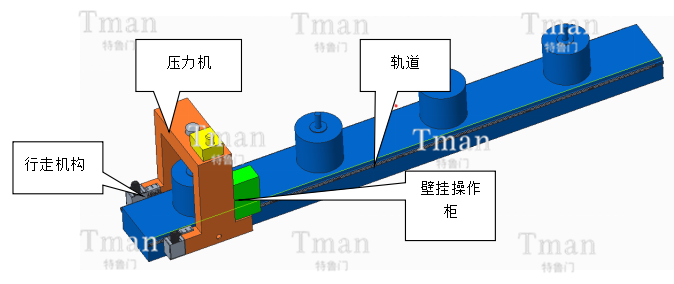
整体设备由压力机、行走机构、轨道、电气控制系统等组成,压力机采用单柱龙门式结构,底座带行走,齿轮齿条定位。压力机采用单柱龙门式结构,底座带行走,齿轮齿条定位。
主要包含以下三个系统。
1)控制系统:设备的控制核心, 根据使用要求,控制器采用西门子S7-1200系列PLC,配备Profinet/Profibus-DP工业总线模块,与行走伺服机构及外围通过Profinet/Profibus-DP工业网络进行数据交换;对整机的逻辑运算、设备运行状态、人机界面、安全防护等进行集中监控。
2)行走机构驱动系统:保证行走机构快速响应、精准定位、稳定运行。伺服传动系统由伺服电机和伺服驱动器组成。伺服电机集成电机、编码器、抱闸为一体,静止时抱闸锁定,能够提供足够的力矩,保持静止状态;运行时抱闸释放,伺服电机能够精准且快速的响应运动命令;并且具备体积小,重量轻,惯量小,转动平滑等优点。
3)压机压力控制和位移检测:保证油压精准闭环控制,保证位移精度。PLC通过控制比例积分阀进而控制液压可变量供油泵,使压力的供量可调,进而使压头下降速度可根据工艺要求或曲线实时做出调整。PLC通过模拟量正比控制油压力输出,同时在油压系统中引入压力检测传感器,首先压力检测数值可在触摸屏实时显示或通过工业总线传输至中控室;同时压力检测数值也传递至PLC,PLC内部通过逻辑算法控制油压力输出,实现油压力闭环控制。油压力闭环全自动控制保证油压力控制快速响应、精确调节、平滑过渡
|
压机压力 |
60t |
|
行走定位精度 |
±0.5mm |
|
导轨长度 |
9.5m |
三、方案布局图
项目要求:
①实现光学纤维的热压成型;
②按给定压力曲线施压,保证压力曲线精度;
③实现压机自动行走,自动定位,自动加压、泄压;
④具备行走处间隙补偿能力,保证物料变形精度。

四、设备图片























